

Industrial Flooring by Chemoxy Floorings


Chemoxy Floorings, a leading Industrial Flooring Manufacturer, Supplier, and Exporter in India, offers innovative and durable industrial flooring solutions tailored to meet the demands of diverse industries. With a commitment to superior quality, functionality, and client satisfaction, Chemoxy Floorings delivers high-performance flooring systems that ensure resilience, safety, and efficiency in various industrial settings.
About Chemoxy Industrial Flooring
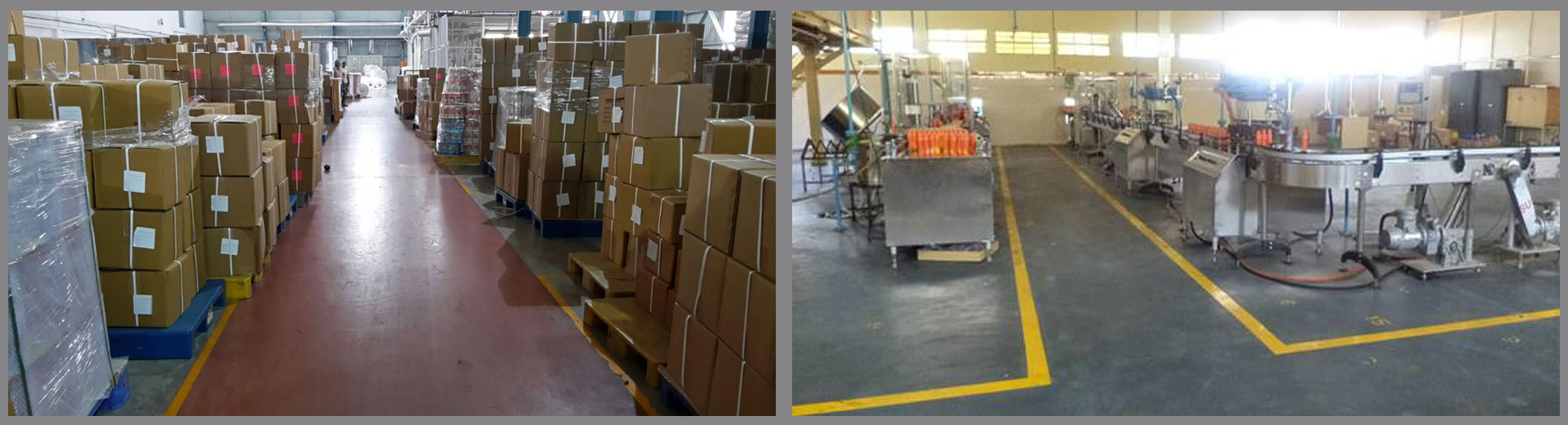
Chemoxy Industrial Flooring is a revolutionary flooring solution, crafted using advanced chemical formulations designed for heavy-duty industrial applications. These floors are shock resilient, anti-skid, fire-resistant, and require no wet curing, achieving high strength within 24 hours of installation.
The flooring is available in various finishes, including manual and power-troweled options, and comes in different colors to suit specific requirements. Chemoxy Industrial Flooring can be installed over concrete, metal, or wooden surfaces, providing a seamless, monolithic jointless floor that ensures durability and functionality.
Key Features of Chemoxy Industrial Flooring
• Monolithic and Jointless:
• Seamless flooring for uniformity and durability..
• Shock Resilient:
• Absorbs mechanical vibrations, ideal for heavy machinery operations.
• Termite and Rat Proof:
• Resistant to pests, ensuring long-lasting performance.
• Fire Resistant and Anti-Skid:
• Enhances safety in industrial environments by reducing slip hazards and fire risks.
• Oil and Grease Resistant:
• Withstands exposure to oil, grease, and solvents, making it suitable for industries with heavy chemical usage.
• Dust-Proof Composition:
• The flooring does not generate dust, ensuring a clean and hygienic workspace.
• High Load-Bearing Capacity:
• Designed to withstand trolley, forklift, and stacker movement.
• Fast Setting and Repairable:
• Cures within 24 hours, minimizing downtime, and is easy to repair if needed.
• No Wet Curing Required:
• Simplifies the installation process and reduces time.
• Minimal Expansion and Contraction:
• Ensures structural integrity and ease of maintenance.
Advantages of Chemoxy Industrial Floorings
• Durability: Long-lasting performance even under heavy traffic and industrial use.
• Versatility: Can be installed over various surfaces, including concrete, metal, and wood.
• Aesthetic Appeal: Available in a variety of colors and finishes to suit your facility’s design.
• Cost-Effective: Low maintenance and extended lifespan reduce overall costs.
• Quick Installation: Fast curing time ensures minimal disruption to ongoing operations.
• Eco-Friendly: Resistant to pests and chemicals, contributing to a cleaner environment.
Applications of Chemoxy Industrial Flooring
Chemoxy Industrial Flooring is ideal for various industries and environments, including:
• Manufacturing Units:
• Ensures smooth operations for heavy machinery and equipment.
• Warehouses:
• Designed to handle forklifts, trolleys, and high storage loads.
• Printing and Packaging:
• Resistant to oils, grease, and solvents, making it suitable for these industries.
• Pharmaceutical and Chemical Plants:
• Provides dust-free, chemical-resistant surfaces essential for hygiene and safety.
• Food Processing Units:
• Ensures clean, non-cracking, and skid-resistant flooring for food safety compliance.
• Automotive and Engineering Facilities:
• Ideal for high-traffic zones and areas requiring vibration resistance.
Why Choose Chemoxy Floorings for Industrial Flooring?• Expertise: Years of experience in delivering tailored industrial flooring solutions.
• Innovative Designs: Advanced chemical formulations for superior performance.
• Client-Centric Approach: Commitment to meeting unique industrial requirements.
• Global Reach: Trusted by industries across India and worldwide for high-quality flooring solutions.
At Chemoxy Floorings, we are dedicated to providing durable and high-performance Industrial Flooring solutions that enhance safety, functionality, and efficiency. Contact us today to learn more about our products and discover how we can transform your industrial space.
- Chemoxy Floorings : 704, Iris Shopping, Hiranandani Meadows, Chitalsar Manpada, Thane (W)-400610, Maharashtra, India.
- Contact : 022-25898636 / 9819795768
- Mobi : 9820454154 / 9322518798
- chemoxy@gmail.com / chem_oxy@yahoo.co.in